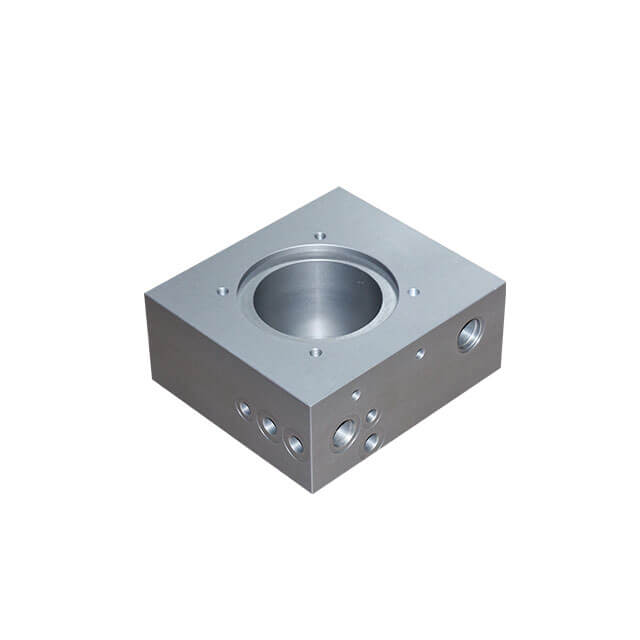
Nachdem das Design des Ventilblocks abgeschlossen ist, ist die Verarbeitungstechnologie wie folgt: Vorbehandlung. Das Material für die Bearbeitung des Ventilblocks muss kompakt und frei von Zwischenschichten, Trachomen und anderen Defekten sein. Der Rohling ist vor der Bearbeitung zu prüfen. Gussblöcke und größere Stahlblöcke sollten vor der Verarbeitung ausgelagert und vorbehandelt werden. Schneiden. Generell sind für jede Seite mindestens 2 mm Bearbeitungszugabe einzuplanen. Fräsprofil. 6 Seiten des Ventilblocks fräsen, wobei auf jeder Seite 0,2-0,4 mm Grobschliff verbleiben. Grobes Schleifen. 6 Seiten des Ventilblocks grob schleifen, 0,05-0,08 mm Feinschleifmenge auf jeder Seite belassen, sicherstellen, dass die Parallelität jedes Paars entsprechender Flächen weniger als 0,03 mm und die Rechtwinkligkeit zweier benachbarter Flächen weniger als 0,05 mm beträgt. Zeichne eine Linie. Wenn möglich, kann direkt mit Zentrierbohrer auf CNC-Bohrmaschine komplettiert werden. Bohren. Die Oberflächenrauheit jedes Lochs beträgt Ra12,5. Feinschleifen. Schleifen Sie 6 Oberflächen des Ventilblocks auf eine Rauheit von 0,4 um. Bei der maschinellen Bearbeitung des Ventilblocks müssen die Form- und Positionstoleranz streng kontrolliert werden, um die Verwendungsanforderungen zu erfüllen. Der Richtwert der Form- und Lagetoleranz ist wie folgt: Die Rechtwinkligkeitstoleranz zwischen den sechs Flächen des Ventilblocks beträgt 0,05 mm; Die Parallelitätstoleranz der gegenüberliegenden Fläche beträgt 0,03 mm; Die Ebenheitstoleranz jeder Oberfläche beträgt 0,02 mm; Die Rechtwinkligkeitstoleranz zwischen dem Gewinde und seiner Gegenfläche beträgt 0,05 mm; Die Toleranz der Rechtwinkligkeit zwischen allen Löchern und der Stirnfläche beträgt 0,05 mm
Entgraten und Reinigen: Um die Sauberkeit des Hydrauliksystems zu gewährleisten, muss der Ventilblock entgratet werden. Derzeit verwenden viele Hersteller noch Bürsten zum manuellen Entgraten, verwenden aber auch das Methanstrahlverfahren zum Entgraten. Nach dem Entgraten muss der Ventilblock die endoskopische Inspektion bestehen, um sicherzustellen, dass das Entgraten abgeschlossen ist. Reinigen Sie den Ventilblock. Entfernen Sie alle Arten von Schmutzpartikeln, Korrosionsmitteln, Fett usw. von der Oberfläche des Ventilblocks.




 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED

Wuxi MAYTAG Precision Machinery Co., Ltd.
Address
Nr. 26, Xinjin Road, Meicun Town, Xinwu District, Wuxi
qyh@wxmtk.com
Tel
86-13861801886
Alle Rechte vorbehalten © Wuxi MAYTAG Precision Machinery Co., Ltd.
 86-13861801886
86-13861801886 qyh@wxmtk.com
qyh@wxmtk.com


